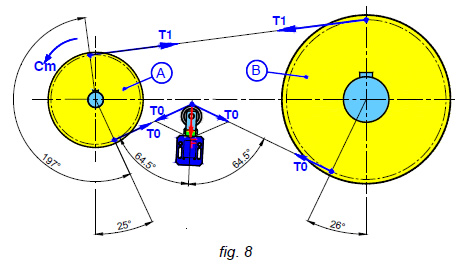
Roller chain transmission consists of a driving gear “A” and one or more driven gears “B”. The motion from the driving gear to the driven gears occurs by means of a chain link.
The development of the theoretical length “Lt” [mm] of a chain is given by the following formula: Lt=n*p


For chain transmissions it would be better that ZA+ZB>50 and the number of teeth on each wheel is ZA,B<125. Chain has normally an even number of links, we recommend that you use gears with number of teeth exempt from reciprocal dividers. Should this not be possible, at least one pinion with an odd number of teeth should be applied, as this contributes to obtain a uniform wear of both pinions and chain. Now, the real length of the chain can be measured:

Where Y is a number in mm to obtain the even number of links. The torque “Cm” must be calculated in order to determine the roller chain tension, and this is the result of the torque to be transmitted “Mt” multiplied by a coefficient “f=1,2x2,5” which depends on the number of re-starts, on the motor power and the working conditions:
Cm=Mt * f
The pull “T” of the chain on the tensed section can be calculated using the following formula:

We recommend that you use a chain with a breakage load 5 to 8 times higher than T. On the driven section, the tension is almost zero because the only acting force is the one coming from the chain weight itself. With this type of gear, the most usual inconvenience is a loosening of the chain which causes:
- a decrease in the winding angle, therefore the number of teeth acting on the driving gear
- lack of a steady gearing relation; - anomalous contact among the chain rollers and the pinion teeth
- early wear of both the chains and the pinions; - high level of noise
- vibrations that will affect the whole machine structure
- tooth jumping; - exit of the chain by the transmission
- breakage of the chain in the worst of the cases
It would be a mistake however, trying to solve the problem of a loose chain, by tensing it too much when you install it for operation because in a very short time the above mentioned situations could be accentuates. Inevitable is therefore the presence of an Automatic Tensioner that allows to recover the loosening of the chain and to absorb constantly the vibrations. The automatic tensioner must be positioned on the driven section at the exit of the motor pinion at a distance higher than four chain-pitches from the gear. Choosing the right tension value you must consider, beyond the above values, the weight and the type of chain used. If you wish to place correctly the BLU element inside your machine, make sure that the chain path geometry will be such that the angle obtained between the “incoming” chain to the tensioner and the tensioner axis is equal to the “outgoing” angle of the tensioner and the tensioner axis. This will allow the column to move free in the axial direction without causing excessive friction between the column and the the tensioner body where it slides.

FLAT OR TRAPEZOIDAL BELTS:
Belt drives mainly consist of a driving pulley and one or more driver pulleys. The belts are transmitting the motion from one gear to the other, and they are generally made in plastic materials, shaped in rectangular sections (flat belts) or trapezoidal sections (trapezoidal belts). For timing belts, see the section on roller chains

Belt transmission does not ensure a perfect constancy of the transmission ratio due to inevitable errors of the development of the belt-length and, once started the kinematic motion, for the presence of micro-slidings between belt and pulley, that in particular dynamic conditions, most of all in start-up, can cause the sliding of all the belt on the driving pulley. Sliding depends on a number of factors:
- low winding of the angle of the belt on the driving pulley;
- low friction coefficient between the contact surfaces of the belt and the pulley given the presence of oil or fat or because of lengthening;
- vibrations;
- low pre-tensioning of the belt.
In order to avoid micro-sliding, the use of an automatic tensioner is necessary and it helps to recover any lengthening as well as vibrations an “n” knot in a convenient position along the belt section and also to increase the winding angle with a ringt positioning. To select the correct tensioner the must be consider the pulling acting on the belts. For the calculation of the pulls of a belt drive you have to write the equation of balance at the rotation of the driving pulley (equation 1) together with the max allowed sliding condition (equation 2), because on the driving gear the winding angle is usually lower. In general, must be approximately rad.
The system to be solved is the following:

“Cm” is the maximum value of the torque that can be reached during the start up, which is the hardest condition for sliding. This is obtained by multiplying the value of the torque to be driven “Mt” by a service factor “fs” (2x5) in speed-conditions, i.e cioè Cm= fs ·Mt.
The automatic tensioner should be positioned in the driven section as close as possible to the driving pulley. The tension in the belt section where tensioner works is constant because the friction and contrasting forces on the belt tensioner are almost zero. The force developed by the BLU element should be at least necessary to re-balance the resulting value from the sum of the two components of the tension on the section where the tensioner is applied, along the tensioner axis itself. The BLU element will work correctly if – while fixing – the angles between the sliding axis of the column (i.e. the spring) and the belt “incoming” and “outgoing” from the tensioner are as equal as possible. Fig. 7 shows an example of a correct application: the BLU element has been positioned along the driven section. The transmission configuration forms an angle of the belt going out of the driving pulley of degrees versus the vertical position, while on the driven pulley off degrees versus the vertical position. The BLU element works correctly when it is oriented in a way that the angle obtained from the belt “incoming” and “outgoing” from the tensioner and its axis is even and equal to:

This positioning geometry let the tensioner work correctly managing to balance axially the resultant of the forces acting on the belt so that no perpendicular force can develop along the BLU column.


Extract the yellow preloading pins from the bottom of the body.
Compress the tensioner and insert preloading pins into the holes on the body.


Place the tensioner into the transmission on the slow section and near the driving pinion. Remove preloading pins. During the assembly operation, moreover, pay attention to the positioning angles: the angle between the axis of the “incoming” chain to the tensioner and the axis of tensioner must be equal to the angle between the axis of the “outgoing” chain to the tensioner and the axis of tensioner.
During the maintenances, check the remainig travel of the tensioner through the graduated scale present on the columns of the tensioner:
20-40: Prevalence green color ideal
10-20: Prevalence red color acceptable
10- 0: Red need to reset working conditions


Now we can choose the elastic element that will have to develop a thrust compatible to the force F and from the table kit choice we can choose the roller according to the type of the belt.
Sliding block, wheel, pinion, roller?
While choosing the correct tensioner, the usual question is which is the right KIT to be used in a specific application. Above all, the first parameter to be considered is the type of use of the BLU elemen. In general, sliding block, wheel and pinions are used with chains while rollers are used with belts. In chain drives at low speeds, the use of sliding block or wheel is preferred, with halfway speeds is recommended the use of sprookets, while at high speeds, to decrease the noise trouble, it is better to use sliding blocks respect to sprockets, using however springs with lower loads. Concerning belts, the main parameters that should be taken into consideration are two: the width of the belt and its speed. The belt width must be approximately 10 mm lower the roller one, and the rotation speed that the belt imparts to the roller must be lower than 3000 r.p.m.
For higher speeds we recommend you to contact us!