In diesem Katalog sind zahlreiche Produkte abgebildet, siehe Tabelle auf Seite 06, und ein wesentlicher Teil betrifft die axial- und rotationselastischen Elemente, die hauptsächlich als automatische Kettenspanner und Riemenspanner eingesetzt werden.
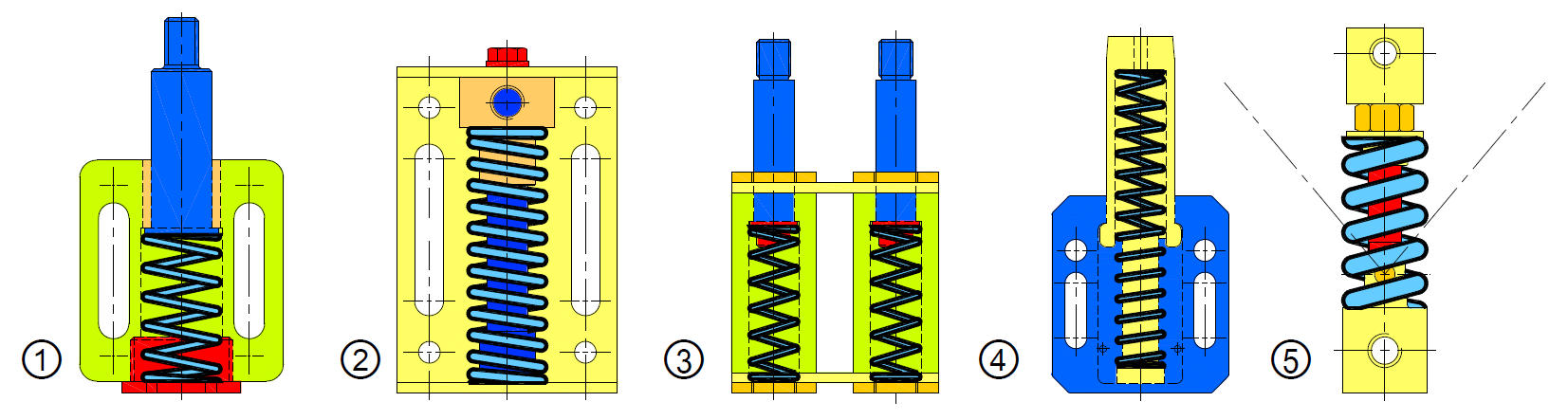
Die elastische Axialelemente von TECNIDEA CIDUE Kastenartige Körper sind und die eine oder mehre zylindrische Druckfedern als Propeller verwenden, Daher verhalten sie sich als solche und allen Regeln für spiralzylindrische Federn entsprechen. Im Folgenden sind die Hauptmerkmale für ihre Verwendung aufgeführt, und in jedem Abschnitt des Katalogs sind die Lastwerte und Pfeilwerte für jedes einzelnes elastisches Element angegeben. In allen diesen Artikeln der Betrieb wird durch eine oder mehrere zylindrische Federn mit kreisförmigem Querschnitt gewährleistet, die mit Kompression (Abb. 1-2-3-4) oder mit Gebeugte Kompression (Abb. 5) arbeiten. Im Bereich der Mechanik ist dies eines der Produkte mit breiter Verwendung, die sowohl wegen seiner funktionalen Einfachheit als auch wegen seiner sehr langen und bewährten Verwendung weit verbreitet sind.
Die Federn sind mechanische Organe, die durch äußere Kräfte mit Energieakkumulation erhebliche Verformungen erfahren; Wenn die Belastungen aufhören, wird diese Energie weitgehend freigesetzt. Diese Besonderheit ermöglicht es, sie in verschiedenen Anwendungen zu verwenden, die hauptsächlich sind:
a. Beseitigen oder reduzieren die Auswirkungen von Stößen, Stößen, Vibrationen usw., so dass die als Stoßdämpfer oder Verlangsamung arbeiten.
b. Zwischen zwei oder mehr Mechanismus Teile der Kontakt garantieren, so dass die als Presser arbeiten.
c. Erhöhen sogar die Verschiebungen mechanischer Teile, so dass die als Beschleuniger arbeiten.
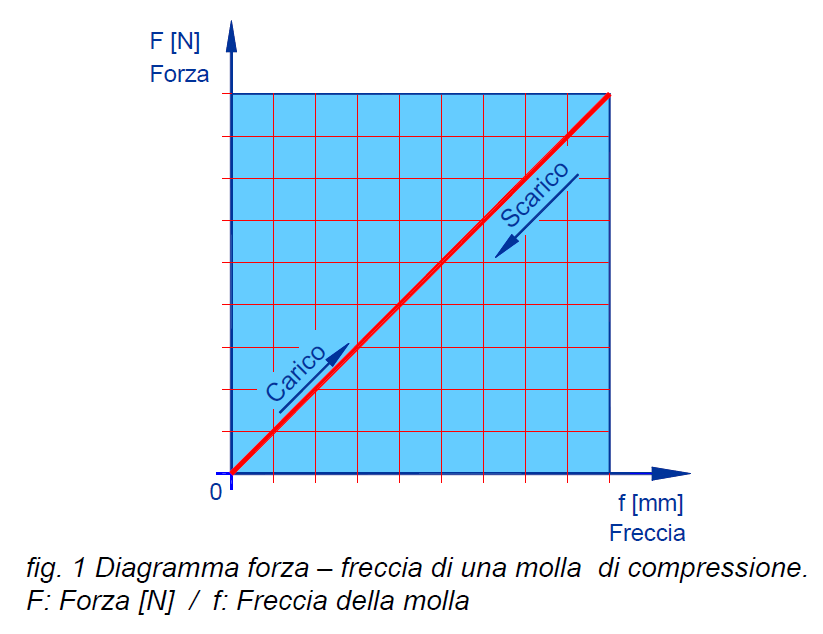
Im 1676 der Englisches Physik Robert Hooke hat eine Funktionale Verbindung entdecken, geeignet zur Schematisierung der Wirkung der Feder, ob zwar die ausgeübte Kraft ist proportional zu ihrem Ausmaß: "Ut tensio, sic vis" das bedeutet "Wie die Erweiterung, so die Kraft". Diese Beziehung wird als Hookesches Gesetz bezeichnet, oder
K=S*k (Abb. 1)
K= Kraft
S= Federsteifigkeit
k= Kompressionspfeil aus freier Federlänge
Das Hookesche Gesetz gilt innerhalb der elastischen Verformungsgrenze, definiert als die maximale Kraftgrenze, innerhalb derer der elastische Körper, losgelassen, vor der Krafteinwirkung in seine Dimensionen zurückkehrt; jenseits dieser Grenze werden die atomaren Bindungen gebrochen und die Feder wird dauerhaft verformt. In verschiedenen Materialien ist diese Grenze nicht genau definiert und Verformungsphänomene treten bei wiederholtem Gebrauch (Alterung) auf: In diesen Fällen wird das Hookesche Gesetz nicht eingehalten.
Federn, die mit konstanter Last arbeiten und gelegentlichen Lastschwankungen ausgesetzt sind, die im Laufe der Zeit so verdünnt sind, dass sie über die gesamte Lebensdauer der Feder insgesamt weniger als 10.000 Schwingungen haben, gelten als statisch spannungsabhängig. Bei Federn, die einer statischen Spannung ausgesetzt sind, kann ein Versagen oder Bruch nur als Folge des Erreichens der elastischen Grenze des Materials auftreten.
Dem dynamischen Spannungsregime unterliegend gelten:
- federn, die mit periodisch variabler Belastung zwischen zwei festen Werten betrieben werden,
- gelegentlichen variablen Belastungen, periodisch, zwischen zwei festen Werten ausgesetzt;
- gelegentlichen variablen Belastungen mit einer Häufigkeit von mindestens 10000 Veränderungen während der gesamten Lebensdauer der Feder ausgesetzt werden.
Der Bruch der Federn, die im dynamischen Zugregime arbeiten, erfolgt durch Ermüdung nach einer Reihe von Wechselvorgängen, die sowohl von der maximalen Betriebsspannung als auch von der Verlängerung des Zugfeldes abhängen, in dem die Feder arbeitet.
Für die Federn kommen aufgrund der gemachten Erfahrungen drei Einsatzarten in Betracht: leicht, mittel und schwer.
- Leichter Beanspruchung: Federn, die nur statisch belastet werden oder kleine Durchbiegungen bei geringen Spannungen aufweisen.
- Mittlere Beanspruchung: Umfasst die meisten Allzweckfedern wie Motoren, Bremsen, Schalter, Maschinen und mechanische Produkte und für normale Frequenzdurchbiegungen und mittlere Beanspruchung.
- Schwer Beanspruchung: Federn, die über lange Zeiträume einer schnellen Durchbiegung ausgesetzt sind, wie z. B. in Ventilen für Auto- und Flugzeugmotoren, Drucklufthämmern, hydraulischen Bremsen.
Die richtige Dimensionierung, also eine Reduzierung von bis zu 35% der Werte im statischen Zustand, kann einen sicheren Einsatz bis zu einer Million Auslenkungen ermöglichen.
Es ist schwierig, die minimalen und maximalen Temperaturgrenzen für die Federn und verwendeten Materialien festzulegen. Tatsächlich können die Widerstandswerte von Feder zu Feder stark variieren. Es gibt jedoch eine Temperatur oder einen engen Temperaturbereich oberhalb und unterhalb dessen sich die Eigenschaften schnell verschlechtern. Es muss jedoch daran erinnert werden, dass der Elastizitätsmodul mit der Variation der Temperatur variiert. Die Federn können daher je nach Material aus dem sie hergestellt sind, widerstehen, nämlich:
- Stahl C: Von -30°C bis +120°C
- Edelstahl: Von -200°C bis +250°C
Für Betriebsbedingungen bei hohen Temperaturen müssen Sonderwerkstoffe wie Cr-Si legierte Stähle bis ca. 250°C oder Sonderlegierungen wie Inconel für Temperaturen über 500°C verwendet werden. Bei dynamischer Beanspruchung hängt die Ermüdungsfestigkeit einer Feder von vielen Faktoren ab, wie Temperatur, Umgebung (korrosiv/nicht korrosiv), Amplitude der Beanspruchung.
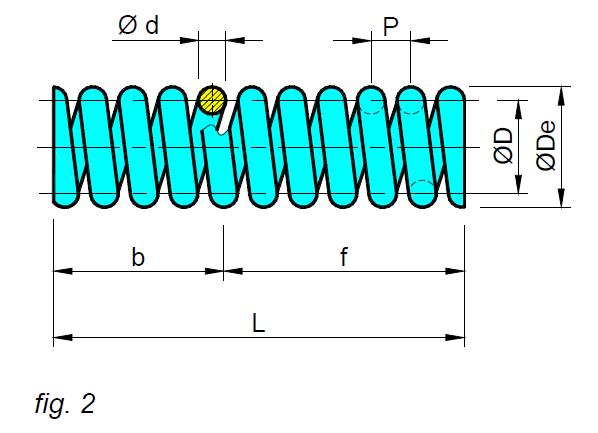
Æd = Durchmesser des Federdrahtes [mm]
ÆD = mittlerer Durchmesser der Feder [mm]
K = maximale Kraft
b = Blocklänge, d. h. die Länge der Feder im vollständig zusammengedrückten Zustand [mm]
f = Federweg bei maximaler Kraft F.
S = Steigung, durchschnittlicher Abstand zwischen zwei aufeinanderfolgenden Windungen einer Feder.
L = freie Länge, die freie Länge wird im ungespannten Zustand der Feder gemessen L=b+f.
g = Gesamtzahl der Spulen. Um die Anzahl der aktiven Spulen zu berechnen, subtrahieren Sie einfach die beiden Spulen der Enden.
s = Steifigkeitskonstante [N/m]
Die Kraft K1, wenn die Feder auf eine Länge L1 komprimiert wird, kann aus der folgenden Gleichung berechnet werden: K1= s * (L-L1)
Wir meinen Stähle für Federn, alle Details aus gezogenem oder gewalztem Stahl, die elastischen Belastungen verschiedener Art ausgesetzt sind, wie Druck, Torsion, Zug usw., die wiederum statisch oder ermüdend sein können. Die Haupteigenschaft, die Federstähle daher erfüllen müssen, ist die Gewährleistung einer hohen Elastizität, die wiederum durch das massive Vorhandensein von Silizium (von 0,15 % bis 2,0 %) in seiner chemischen Zusammensetzung gegeben ist.
Besser ist es jedoch, die Stahlsorten in zwei unterschiedliche Kategorien einzuteilen: Unlegierte Stähle: C60, C72, C85, C98, (Festigkeit von 1100 bis 2900 N/mm2) für den Einsatz bei Raumtemperatur. Legierte Stähle: CrSi, CrV, für den Einsatz bei hohen Temperaturen oder Beanspruchung. Diese Stähle werden aufgrund des hohen Gehalts an Kohlenstoff, der zwischen 0,50 % und 0,98 % variiert, auch Kohlenstoffstähle genannt.
Im Allgemeinen werden diese Stähle kaltverformt und anschließend einer Wärmebehandlung unterzogen, um alle Spannungen zu beseitigen, die sich während der Verarbeitung ansammeln; Nach diesem Durchgang bleiben die mechanischen Eigenschaften des Stahls im Laufe der Zeit unverändert und konstant, was dauerhafte Reaktionen innerhalb der akzeptablen Grenzen für die erforderlichen Materialien und Arbeitsbedingungen garantiert. Die wichtigsten Bezugsnormen sind UNI 3823 EN 10270-1/2 DIN 17223.

Beispiel einer chemischen Analyse von 3 Federtypen mit unterschiedlichen Stählen: Federstähle haben die charakteristische Eigenschaft, eine hohe Elastizitätsgrenze zu besitzen, die auf zwei Arten erreicht werden kann:
- mit Härtung durch plastische Kaltverformung durch Ziehen oder Walzen, durchgeführt an Kohlenstoffstein oder niedrig legierten Stählen.
- mit Härte- und Anlasswärmebehandlung bei einer Temperatur von 400-450°, durchgeführt an Stählen mit mittlerem Kohlenstoffgehalt, die mit Silizium oder Chrom und Vanadium legiert sind. Mit beiden Lösungen lassen sich sehr hohe Streckgrenzen erzielen.
Die Vereinheitlichungstabellen für diese Stähle sind UNI 7064 und UNI 3545.
Eigenfrequenz „fn“ Die Eigen- oder Eigenfrequenz in einem einfachen Masse-Feder-System ist gegeben durch:
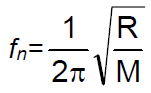
wobei M die Masse des an der Feder befestigten Gewichts ist.
Tecnidea Cidue verwendet in seinen Produkten verschiedene Materialien und Oberflächenbehandlungen für die Herstellung seiner Artikel
- Stahl: Für durch Drehen hergestellte Teile werden im Allgemeinen Stähle mit zugesetztem Blei wie 11SMnPb37 (AVP) verwendet. Die durch Laserschneiden, Fräsen oder Biegen oder Schweißen hergestellten Teile bestehen aus Fe 360. Die verwendeten Schrauben gehören zur Klasse 8.8.
- Messing: Die Gleitstücke werden durch Drehen in Messing Ot 58 hergestellt
- Aluminiumlegierung: Die Legierung 46100 wird in den Druckgussteilen verwendet, die Legierung EN AB 44100 wird in den Schalengussteilen verwendet, während die Legierung T6060 in den extrudierten Profilen verwendet wird.
- Polyethylen: In den Gleitstücken der Ketten (Gleitschienen und Rollen) wird Polyethylen PE 1000 verwendet, im Allgemeinen grün, mit einem Molekulargewicht von 1.000.000
- Polyamid: In den Riemenrollen wird Polyamid PA 6 + So.Mo verwendet.
Die Oberflächenbehandlungen sind:
- Sandstrahlen: Die Aluminium- oder Edelstahlteile (Verbindungsplatten und Gabeln der Produktserie „BLU“) werden sandgestrahlt, um die Ästhetik und die Korrosionsschutzeigenschaften zu verbessern.
- Elektrolytische Verzinkung: Die behandelten Teile werden mit mindestens Fe/Zn 5 c1A elektrolytischer Verzinkung hergestellt.
- Lackierung im Ofen: Die lackierten Teile werden mit eingebrannter Lackierung im Ofen bei 200°C oder mit Spritzlackierung hergestellt. Auf Wunsch können Artikel oder Komponenten mit anderen als den standardmäßigen Oberflächenbehandlungen wie Vernickeln oder Feuerverzinken hergestellt werden.